
+86-18790567707
-


-


WeChat


Крышка торцевая кт 13
Крышка торцевая кт 13 – на первый взгляд, простая деталь. Но поверьте, в работе с ней, как и со многими другими элементами литья, кроется немало тонкостей. Часто заказчики просто заказывают деталь по обозначению, не задумываясь о материале, технологии изготовления и конечном назначении. А это, как правило, приводит к разочарованию и переделкам. Попробую поделиться своим опытом, возможно, кому-то пригодится. И сразу предупреждаю – это не учебник, а скорее набор наблюдений, собранных на протяжении нескольких лет работы.
Что такое крышка торцевая кт 13 и зачем она нужна?
Прежде всего, стоит понять, что такое крышка торцевая кт 13 вообще. Это элемент, закрывающий торцевую часть отливки. Ее основная задача – обеспечить герметичность и защиту внутренней части изделия. Она может быть выполнена из различных материалов, чаще всего из стали, чугуна или специальных сплавов, выбор материала определяется условиями эксплуатации отливки: температура, давление, агрессивность среды. Применение крышки торцевой кт 13 крайне важно для обеспечения надежности и долговечности конечноного продукта. Например, в насосах или гидравлических цилиндрах, неправильно подобранная крышка может привести к утечкам и серьезной поломке.
Мы, в ООО Хэнань Цзиньтяньчэн Точное Специальное Литьё, регулярно сталкиваемся с запросами на изготовление таких деталей. Часто заказчики не указывают необходимые параметры точности и допусков, что приводит к необходимости дополнительной обработки после литья. Это увеличивает стоимость и время изготовления. Поэтому, при заказе крышки торцевой кт 13, необходимо максимально подробно описать требования к деталям, включая материал, геометрию, допуски и, конечно, назначение отливки.
Основные материалы для изготовления крышек торцевых
Выбор материала – это ключевой момент. Самый распространенный вариант – сталь, чаще всего углеродистая или легированная. Она достаточно прочна и хорошо поддается обработке. Но для работы в агрессивных средах или при высоких температурах лучше использовать специальные сплавы, например, нержавеющую сталь или инконель. Чугун используется реже, в основном в случаях, когда требуется высокая износостойкость и ударная вязкость. Наши специалисты постоянно изучают новые материалы и технологии, чтобы предложить оптимальное решение для каждого конкретного случая. Кстати, мы имеем опыт работы с различными видами чугуна, включая высокопрочный и литейный.
Мы не раз сталкивались с ситуациями, когда клиенты выбирали материал исходя только из стоимости. В итоге, деталь быстро выходила из строя, что привело к дополнительным затратам на ремонт и замену. Важно учитывать не только первоначальную стоимость материала, но и его долговечность и надежность. Иногда, небольшое увеличение стоимости материала окупается в долгосрочной перспективе, благодаря снижению затрат на обслуживание и ремонт.
Технологии изготовления крышек торцевых: отливка и последующая обработка
Основной метод изготовления крышки торцевой кт 13 – это литье. В зависимости от сложности детали и объема производства, используются различные технологии: разливочная литье, литье по выплавляемым моделям, порошковая металлургия. Литье по выплавляемым моделям позволяет получить детали с высокой точностью и сложной геометрией. Особенно это актуально для изготовления крышек с внутренними полостями или выступающими элементами. После литья, детали обычно подвергаются обработке: механической обработке, термической обработке, поверхностной обработке. От качества обработки зависит точность размеров, шероховатость поверхности и другие характеристики детали.
В нашей компании используется современное оборудование для литья и обработки деталей. Мы сотрудничаем с ведущими поставщиками материалов и комплектующих, что позволяет нам гарантировать высокое качество продукции. Кроме того, мы постоянно совершенствуем технологические процессы, чтобы повысить эффективность производства и снизить затраты. Наши технологи уделяют особое внимание контролю качества на всех этапах производства.
Распространенные ошибки при заказе крышек торцевых
Стоит упомянуть о некоторых ошибках, которые часто допускают при заказе крышки торцевой кт 13. Одна из самых распространенных – это неточное описание требований к детали. Важно указать не только размеры и допуски, но и материал, назначение отливки и условия эксплуатации. Еще одна ошибка – это выбор неподходящей технологии изготовления. Неправильный выбор технологии может привести к дефектам детали и снижению ее надежности. Не стоит экономить на контроле качества, так как это может привести к серьезным последствиям.
Например, мы однажды получили заказ на изготовление крышки для гидравлического цилиндра. Заказчик не указал материал, а также не уточнил требования к шероховатости поверхности. В результате, после литья, деталь оказалась не пригодной для использования. Пришлось переделывать ее, что увеличило стоимость и время изготовления. Это пример того, как важно внимательно относиться к деталям при заказе крышки торцевой кт 13.
Заключение
В заключение хочется сказать, что изготовление крышки торцевой кт 13 – это ответственный процесс, требующий профессионального подхода. Не стоит экономить на качестве материалов и технологий, так как это может привести к серьезным последствиям. Если у вас есть вопросы или вам нужна помощь в выборе крышки торцевой кт 13, обращайтесь к нам. Мы с удовольствием поможем вам подобрать оптимальное решение для вашего проекта. У нас богатый опыт в области литья, современные технологии и высококвалифицированные специалисты. Вы можете ознакомиться с нашими услугами и портфолио на нашем сайте https://www.hnjtc.ru. Мы работаем с различными металлами и сплавами, и можем выполнить заказ любой сложности. Наша компания является членом Ассоциации литейного и кузнечного производства провинции Хэнань и строго соблюдает все стандарты качества.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты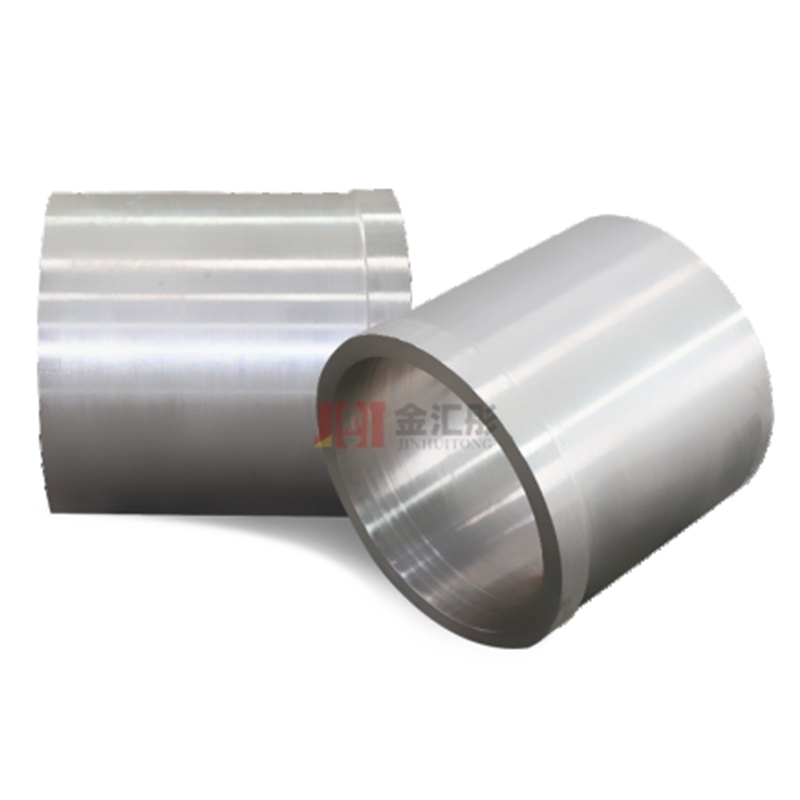



Связанный поиск
Связанный поиск- Втулка для алюминиевой фольги
- Оптовые торцевые заглушки серые
- Ведущая страна по закупке дешевых стальных гильз
- Ведущий покупатель дешевых цилиндрических роторов petrotech h1
- Лучшие покупатели рукавов из нержавеющей стали из китая
- Ведущая страна по закупке дешевых стальных рукавов для станов холодной прокатки
- Ведущая страна по производству центробежных литых стальных гильз
- Торцевая крышка 450109
- Торцевая крышка npp avk 4r a
- Дешевые гильзы цилиндров двигателя основные страны-покупатели